

 15063570556
15063570556

軸承知識
多軸驅動棉精梳機控制技術探討
2025-04-27張慧芳 陳春紅
(上海一紡機械有限公司)
0 前言
自60年代上海紡織機械總廠打造出國內第一臺棉紡精梳機設備至今已近半個世紀,在這半個世紀的歲月里,隨之配套的棉精梳機電氣控制系統的自動化程度也發生了較大的變化,控制系統從最早的十幾個繼電器控制,發展到目前用單扳機、可編程序控制器、各類顯示器、觸摸屏及變頻控制器等自控元器件的多種形式組合控制,已經基本上擯棄了采用純繼電器方式控制的模式。但其動力部分的變化相對較少,基本上采用兩個電機拖動,即采用主電機和毛刷電機。個別的是采用三個電機,即再加上一個牽伸電機。對于采用兩電機拖動者的電氣控制系統是將兩個電機分別單獨控制各自的起停,沒有同步的要求。對于三電機拖動的電氣控制系統是將主電機和牽伸電機通過可編程序控制器實現聯動,毛刷電機單轉。
然而,在現有的棉紡精梳機控制技術中,雖然品種繁多,但迄今為止,除本文所述之外,所有的棉紡精梳機產品幾乎均沒有采用工業總線的控制技術,因此它們之間的速比調節不可能快速地反映在人機界面上,因而不能高效、精確、直觀地改變主從電機之間的速比。另外,目前絕大部分機器,由于制造商僅提供一種機械凸輪行星輪系組件結構,使得分離羅拉曲線不可調節,而國外有極個別的制造商提供兩種以上的機械凸輪或者多連桿行星輪系組件結構供用戶紡制不同的棉紗品種,但此舉只能通過更換大量的機械零件來實現分離羅拉曲線的調節,不可能快速、方便地切換分離羅拉的使用曲線。
1 系統方案設計
針對以上棉紡精梳機控制技術不能高效、精確、直觀的改變主從電機之間的速比,也不能快速、方便地切換分離羅拉的使用曲線的現狀,兩年多前著手研發新型的棉精梳機控制系統,其關鍵點可簡單歸納為電子凸輪、多軸同步運行、高速通訊技術的運用等。
1.1電子凸輪
有許多棉精梳機的弱點(或者講瓶頸口)是:車速一旦開高,就會影響棉網的成型質量,且對所紡棉花的品種受到限制(例如不能紡好長絨棉等)。這些主要是由于此類的機型分離部分的高速運行,大都是采用了機械凸輪或者多連桿機構加上行星輪系的合成傳動,其優點是:控制部分簡單、造價低,但缺點是機械凸輪制造難度大,一般機械廠不能加工、機械構件做好就不可改變形狀、也就不可改變分離運動的軌跡,因而高速精梳機在紡制不同長度纖維時適應性差,是換品種時造成棉網成型不好的原因之一。為了免除以上由于機械組件等可能對機器造成的瓶頸口,經市場反復調研和技術論證,我們決心在現有的分離羅拉兩種傳動方式的基礎上研制第三種方式,即以電子凸輪控制器及伺服電機直接傳動分離羅拉。
1.2多軸同步運行
為了更方便地調節各個傳動軸之間的速比,不用花大量的勞動力去更換不同部位的幾十個齒輪,我們將原來由一個主電機通過一整套的傳動皮帶及齒輪帶動所有的轉動軸,改為將幾個關鍵軸由不同的變頻電機分別傳動,其中,除了主電機,增加了傳動分離羅拉的伺服電機、傳動臺面引出羅拉的引出電機及傳動牽伸區域的牽伸電機,后三個電機都將嚴格跟蹤主電機作精確的同步運行。
1.3高速通訊技術的運用
整臺機器內部運用工業總線通訊技術,使得控制裝置與驅動裝置之間具有極高的通訊速度,以實現上位機、人機界面、變頻控制器、伺服控制器之間快速的數據交換。向上通訊由工業以太網實現之。
2 方案實施
2.1電子凸輪取代機械結構
機器中最為關鍵的分離羅拉的運動,我們采用了具有電子凸輪功能的伺服控制器及伺服電機取代了原來煩瑣的機械凸輪及行星輪組件(見圖1),其工作原理是用軟件編程的方法控制伺服電機對其拖動的元件進行類似于機械組件一樣作不規則的運動,并且同時要實現對主傳動的準確跟蹤。
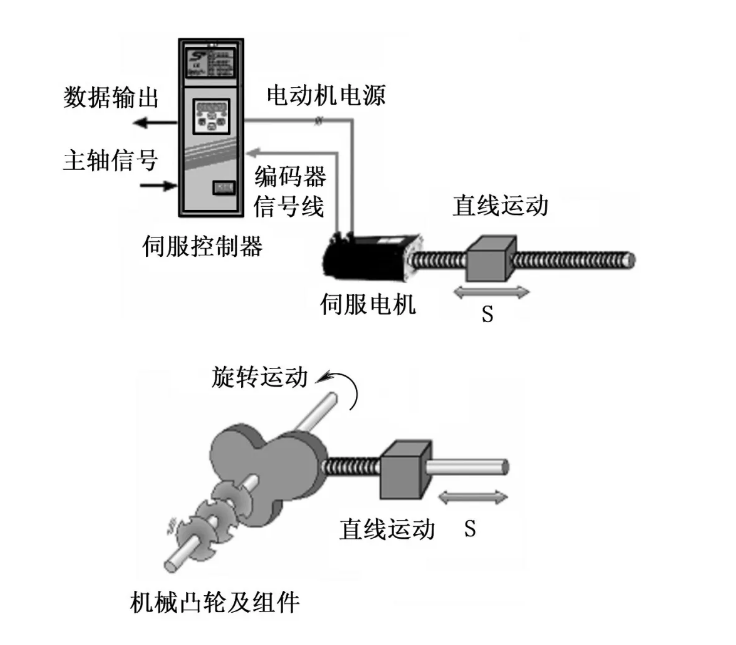
圖1 電子凸輪(上)取代機械凸輪及行星輪結構(下)
工作時,由伺服電機直接驅動精梳機的分離羅拉的高速運行,在幾十毫秒的時間周期里,既要準確地跟蹤主軸,又要讓電子凸輪根據事先設定好的軌跡,作正反向的快速轉換(見圖2中分離羅拉的速度曲線)。由于應用了電子凸輪,并通過大量的數字化軟件編程的方法將分離羅拉的多根運行軌跡儲存在控制器里,可在工藝需要時,通過人機界面隨時實現輕松切換。因為電子凸輪是虛擬的,所以將永不磨損,而且電子凸輪的精度高,每個周期可以描繪幾千個點位,曲線切換亦方便。原來更換一個機械凸輪及相關零件則要花一天以上時間才能完成。
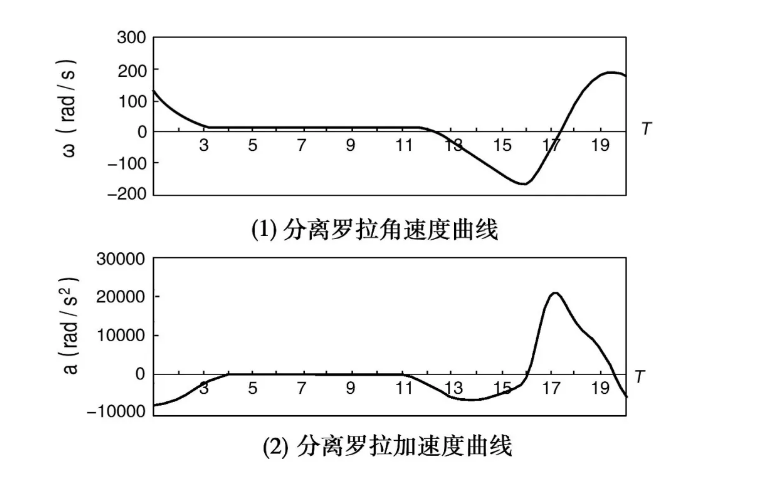
圖2 原分離羅拉的運行曲線
從圖2中分離羅拉的加速度曲線可以看出,原系統分離羅拉的角加速度瞬間最大達2萬(弧度/秒平方)以上,因此,在運動中對機械的沖擊很大,用了電子凸輪系統我們就 可對降低機械加速度和滿足不同的工藝性能等有所探索,因為現在的曲線是可以隨意修改的。新的控制方式包含了大量數據處理工作,因而也有將其稱為“數字型”精梳機的。
2.2基于高速通訊的控制網絡
本機的控制系統由控制裝置、驅動裝置、工業總線等構成。控制裝置由上位機、人機界面、各類采樣元件和擴展器構成;驅動裝置由變頻器及伺服驅動器和變頻電機及伺服電機構成;工業總線由具有高速通訊功能的通訊電纜、通訊面板和通訊接口構成(見圖3)。
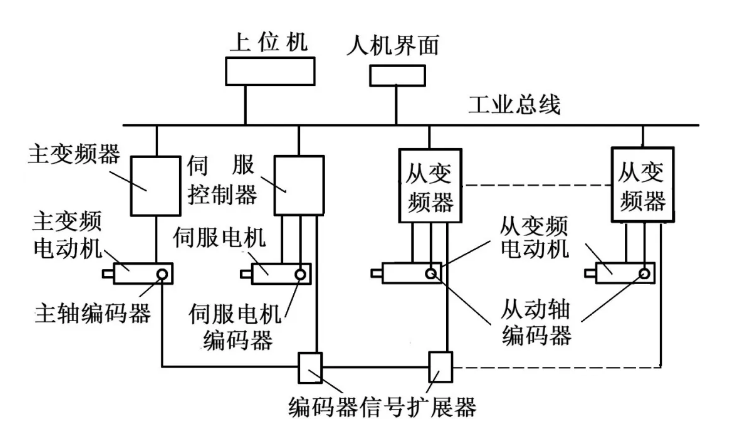
圖3 基于工業總線的控制框圖
控制方式:上位機作為中央控制器,通過工業總線與多臺變頻器及伺服驅動器、人機界面連接;多臺變頻器或伺服驅動器連接各自對應的變頻電機或伺服電機,這些電機又分別連接所傳動的機械軸,變頻電機及伺服電機的輸出軸或所傳動的機械軸上裝有編碼器進行采樣,直接反映電機或傳動軸的速度,主電機的編碼器信號通過擴展還作為多臺從變頻器或伺服驅動器的跟蹤源輸入;人機界面能及時顯示機器的運轉情況及報告故障原因和故障部位,操作人員可根據紡紗工藝的要求,通過人機界面對各個變頻器或伺服驅動器進行操作,方便地對主從電機的速比、分離曲線的選擇進行輸入,還可以通過人機界面對每一單臺電機無級設定正反向轉速,并使之單獨起停,也可以根據該精梳機的工藝要求,實現多臺變頻電機或伺服電機高精度的同步運行。由于運用了總線高速通訊的技術,使整臺精梳機的實時性控制處于最佳狀態。
該控制系統主要實現以下一些控制功能。
2.2.1多軸同步運行
通過高性能的可編程計算機控制器(以下簡稱PCC[1])、人機界面、一臺主機變頻、一臺帶有電子凸輪的伺服控制器、兩臺從機變頻及其編碼器、采樣元件、執行元件等組成四軸同步運行的新穎精梳機,控制精度高,跟蹤準確,起、停平穩。
運行主畫面左邊顯示了必要的工藝參數以及當班信息,右邊動態演示整臺機器所有電機同步運行的速度示意棒圖。
運行或停機時若有故障,右下角顯示報警翻頁箭頭,沒有故障,此報警鍵將自動隱藏。
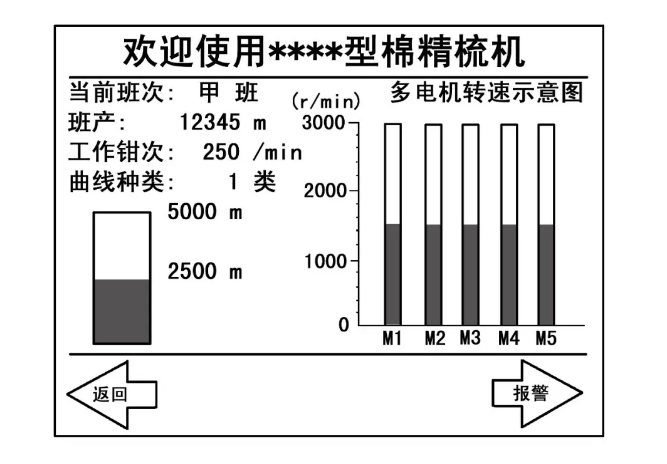
圖4 機器運行主畫面
2.2.2方便調試和選擇各種參數
控制系統在機器正常工作時實行多軸同步運行,但在調試時各個電機又可根據需要分別單獨運行,只要在人機界面上通過鍵入操作員口令即可進入“電機調試”畫面。
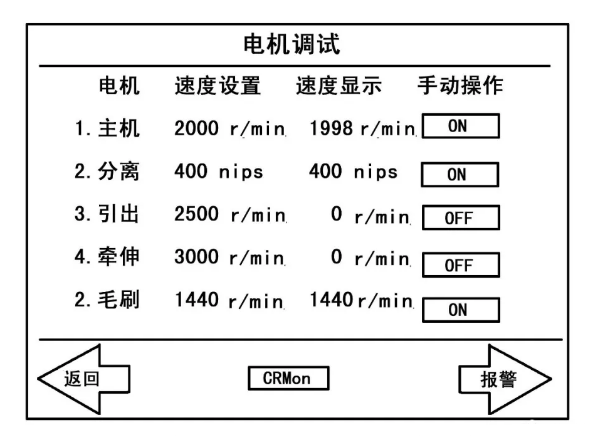
圖5 單電機調試畫面(nips表示鉗次/min)
具體操作:速度設定按對應電機的數字部位,即彈出鍵盤,寫入后確認;運行按相應方框鍵,以ON/OFF切換起停;運行中的電機,相應顯示其實時轉速。
以分離電機為例,若走凸輪模式,按一下CAMoff/CAMon,顯示CAMon即為凸輪開,設定鉗次,按一下OFF/ON,顯示ON為運行,電機即往復運轉,速度顯示為實際轉速,再按一下變成OFF,電機即停止運轉,同時畫面內OFF/ON按鈕變成OFF。
如要修改某些工藝或機械參數,可鍵入操作員密碼后進入相應的畫面進行操作。
以“機械參數選擇”畫面為例。
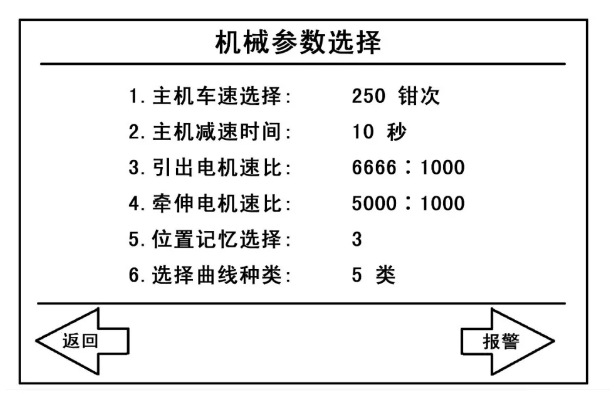
圖6 機械參數選擇畫面
具體操作:按住其中的數字部位即彈出一小鍵盤可輸入數字。這里的速比是相應電機速度與主機速度相比;位置記憶即分離羅拉與錫林軸間的相對位置記憶;曲線種類即分離羅拉不同運行軌跡的選擇類別。此畫面內各參數改變均作永久內存保存處理。
2.2.3模擬量控制技術的發揮更為充分
在現有的技術中,棉紡精梳機的臺面及牽伸、圈條處的自停控制技術,大多采用機械接觸式、光電傳感器等形式,這些方式由于全部采用的是開關量的控制方法,控制精度顯然是不高的,即使在原由我廠獨創的對這些部位采用模擬量傳感器和模/數轉換器組合的模擬控制技術,也只是將模擬量信號轉換成了數字量,操作人員在模/數轉換器上面讀出的還是電壓信 號的數據,如果對于沒有電氣常識的紡織工人來說是缺乏直觀性的,而且在此方案的模/數轉換器上面只能同時觀察到其中一個模擬量傳感器的情況,不能全面地反映所有模擬量傳感器的工作狀態。
在本機的控制系統中,通過現在的PCC、觸摸屏及現場總線技術,使得此模擬控制技術得到了更為完美的發展,模擬傳感器的位移量能以百分之一毫米的精度反映到人機界面上,而且通過對控制軟件的編程,人機界面的畫面上可同時反映所有模擬量傳感器的隨機信息,如有超過上下限的檢測點,系統以“有棉條狀態”的畫面為例,正常開車時,如果測量值處無"?"號,按"自動"一下,各模擬量上下限即自動設定。同時也可手動調節,按"手動選號"鍵選擇某一號傳感器,按“↑”為提高所選號模擬量傳感器自停的靈敏度,即縮小上下限值的范圍;按"="為所選號模擬量重新以當前測量值為基準設定標準的上下限范圍,按“↓”為降低所選號模擬量傳感器自停的靈敏度,即放大上下限值的范圍。當出現“?”時,均會報警提醒操作者及時處理。
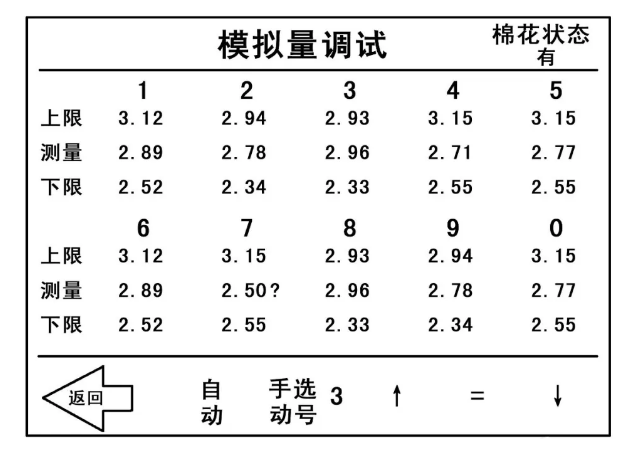
圖7 模擬量調試畫面
2.2.4向上通訊
本機提供向上通訊的工業以太網接口,便于整條生產線的集中管理和控制。紡織廠的車間管理的聯網控制技術還剛剛起步,運用得很少,隨著紡織廠的用人機制的精簡、自動化程度的不斷提高,車間集中管理和控制將勢在必行。一旦用戶使用了我們具有工業以太網接口的新穎精梳機,屆時,在車間管理辦公室,就能夠觀察到車間現場每臺精梳機械運行的及時工況,提高了工作效率。
另外,還可以通過因特網實現遠程通訊,為今后的遠程診斷、遠程服務作好了鋪墊。
3 運行效果及專利申請
由于使用了以上所述的控制裝置和驅動裝置,不僅精梳機的分離曲線隨意可選,而且主從軸之間的速比精度可達萬分之一。再則運用了工業總線通訊技術,使得控制裝置與驅動裝置之間具有極高的數據交換速度,實現了一個普通的操作工對分離曲線的改變以及各個主從軸之間速比的調節在人機界面上幾秒鐘內即可操作完成,而原先改變以上的設置必須有專業技術人員操作,如果是更換機械零件將要花一天以上時間才能完成,同時對機器各個部位的模擬量傳感器的觀察、調試更為方便和直觀,因而大大簡化了操作程序、提高了控制精度及工作效率。新機的操作畫面也更為人性化、令用戶感覺更趨合理而簡便。
2005年度的上海國際紡織機械展覽會,云集了國內外的十幾臺棉精梳機,這在歷年的國際紡織機械展覽會上是前所未有的,其中,我廠運用以上電氣控制系統的CJ40S型棉精梳機以其獨特的運動控制方式而引起了國內外同行和各位專家的關注[2]。展覽會結束后,我們又馬上將設備移師上海一家棉紡織廠進行可靠性試驗至今已滿周年,總的運行情況良好。
由于我們以上的電氣控制方式,在目前所披露的國內外棉精梳機的控制方式中是獨一無二的,因而我們對此申請了多項國內發明和實用新穎專利,還申請了國際發明專利。
4 結語
在設備的機械、電氣可靠性試驗的基礎上,我們還將對該設備做進一步的工藝性試驗,以探索用不同的分離運行軌跡來適應各種不同的紡紗品種;在工藝要求能夠滿足的前提下,研制更合理的分離羅拉運行曲線,以減小設備的機械損傷,從而使得這一完全自主創新的電氣控制系統能發揮出更大的作用,促使棉精梳設備的進步與當今社會科學的飛速發展相吻合。
參考文獻:
[1]齊蓉,宵維榮,等. 可編程計算機控制器原理及應用[M].西北工業大學出版社, 2002.
[2]劉恒琦, 鄭秀實,劉果成,等. 第十一屆上海國際紡織工業展覽會分析報告. 上海市紡織工程學會, 2005.
來源:《梳理技術》雜志
(版權歸原作者或機構所有)